高端工控铝机箱加工件的靠的是精细的拉丝纹理和零缺陷的阳极氧化表面。但为何图纸无误,设备精度拉满,铝材也是正品,产品却总在最后关头大面积翻车?尺寸漂移、色差隐裂、螺纹孔被氧化膜封死、压铆螺柱一锁就掉、散热斜齿窗孔位歪斜,批量返工硬生生添加成本。原因和正确工序是什么?忠艺隆小编为大家解析。
首先要明白这些通病反复发作,根源几乎从来不在设备或材料上,而在于一个被很多人忽视的死穴:加工顺序颠倒了,工序跳步了。
铝机箱加工的钣金工艺具有很强的不可逆属性。一旦阳极氧化封孔,任何钻孔、切削都会直接撕裂氧化膜,产品当场报废。一旦板材折弯合围成箱体,内部就失去了垂直作业空间,再想合规预埋螺母螺柱,要么装歪,要么强压导致板面变形。而如果把表面处理放在焊接打磨之前,高温和砂轮会把防腐饰面毁得渣都不剩。顺序一错,基本没有修复的余地。
合规的铝机箱加工流程,坚守一个逻辑:所有开孔塑形、铆接焊接、表面肌理,全部前置,表面氧化上色,放在的末尾。
铝机箱加工正确工序顺序:
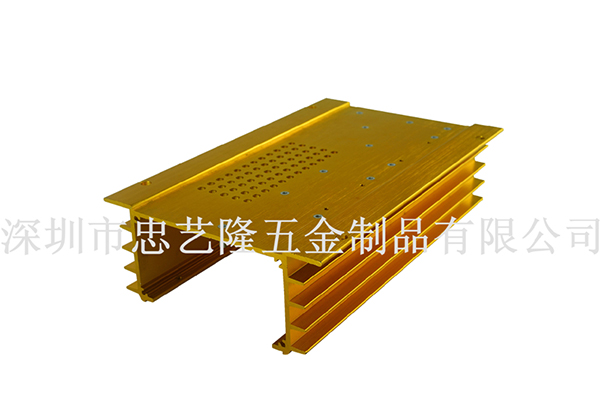
1.散热斜齿、冲孔、裁边、开槽,一律在铝材平板状态下完成。平板支撑稳、受力均,孔位和鳍片精度完全可控。折弯成箱体后就反过来了,工装伸不进、对不准,强行铝机箱加工只会打出偏心孔,鳍片变形。
2.折弯拼接后,趁着箱体还敞着口,立刻把压铆螺母、无铆钉连接点、定位镶件全部预埋进去。等箱体焊合围拢再装,空间受限不说,硬挤还会损伤板面,降低铆接承重寿命。五金预埋完毕,再焊接箱体边角,打磨整平焊缝,去除毛刺。
3.焊疤处理干净后,统一做板面拉丝。拉丝刀纹能覆盖打磨痕迹,让整机纹理一致。但拉丝会残留铝屑和油污,紧接着要上超声波深度清洗。清洗不彻底,残留物会阻碍阳极氧化膜均匀生成,而导致板面发花、色差脱膜,前功尽弃。
4.所有铝机箱加工和清洁工序结束,才轮到喷砂抛光、阳极氧化封孔上色。这道终极颜值工序一旦完成,膜层就不能再承受任何二次切削,成品转运装配全程要轻拿轻放。有电磁屏蔽需求的机箱,只需氧化后在安装面局部打磨出导电接触点,再装配导电泡棉或簧片,就能兼顾防腐和导通性能。
总之,整个流程就是剪板冲孔再折弯,折完压铆再烧焊,打磨拉丝清干净,喷砂氧化保平安,最后装配别弄反。在铝机箱加工生产里,设备精度决定的是产品下限,而规范、不跳步的加工顺序,才是批量良品率的核心防线。
全国业务咨询热线0755-27286363 0755-29727483
13751160602
 微信公众号
微信公众号
 手机网站
手机网站
企业微信二维码

微信二维码